15106358106

1、粗糙的研磨和机加工。研磨和机加工都会造成表面粗糙,留有凹槽,重叠和毛刺等缺陷。每种缺陷也可能使金属表面损伤到一定深度,以至于受损伤的金属表面无法通过酸洗,电抛光或喷丸等方法清理掉。粗糙表面能够成为发生腐蚀和沉积生成物的发源地,重焊前清理焊缝缺陷或清除多余的焊缝加强高都不能用粗磨进行研磨。对后一种情况,应再用细磨料研磨。
2、焊接引弧斑痕。焊工在金属表面引弧时,会造成表面粗糙缺陷。保护膜受损,留下潜在的腐蚀源。焊工应在已经焊好的焊道上或在焊缝接头的侧边引弧。然后将引弧痕迹熔入焊缝中。
3、焊接飞溅。焊接飞溅与焊接工艺有很大关系。例如:GTAM(气体保护钨极电弧焊)或TIG(惰性气体保护钨极焊)没有飞溅。但是,采用GMAW(气体保护金属电弧焊)和FCAW(带焊剂芯的电弧焊)两种焊接工艺时如果焊接参数使用不当会造成大量飞溅。出现这种情况时,必须调整参数。如果要解决焊接飞溅的问题,焊接前应在接头的每一边涂上防溅剂,这样可以消除飞溅物的附着力。焊完后可以很容易地将这种防溅剂及各种飞溅物清理掉,可不损伤表面或带来轻微损伤。
4、焊剂。利用焊剂进行焊接的工艺有手工焊,带焊剂芯电弧焊和埋弧焊,这些焊接工艺都会在表面留下细小的焊剂颗粒,普通的清理方法无法将它们清除掉。这此颗粒将是缝隙腐蚀的腐蚀源,必须采用机械清理方法去除这些残留焊剂。
上一篇: 精密无缝钢管的主要优势在哪
下一篇: 20#精密无缝钢管调整后报价
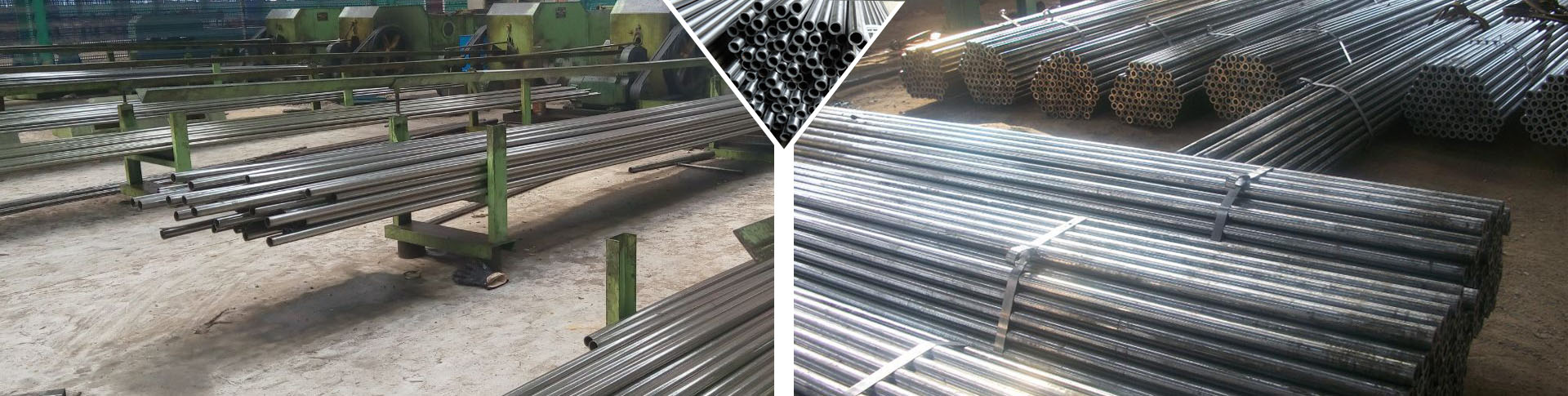
本网站优化关键词:精密无缝钢管,20#精密无缝钢管,45#精密无缝钢管,20cr精密无缝钢管,40cr精密无缝钢管,16mn精密无缝钢管,35crmo精密无缝钢管,42crmo精密无缝钢管,精密无缝钢管厂家
手机:15106358106 李经理 15553681371 王经理
地址:聊城市开发区蒋官屯姜韩工业园
山东聊城精密无缝钢管厂 版权所有 备案号:鲁ICP备16035573号-1
热门标签:精密无缝钢管 (65)精密钢管 (59)40cr精密无缝钢管 (18)35crmo精密无缝钢管 (17)精密无缝管 (13)20cr精密无缝钢管 (12)20#精密无缝钢管 (11)45#精密钢管 (11)45#精密无缝钢管 (9)精密管 (9) 更多